聯系人:鐘先生
郵 箱:121740864@qq.com
電 話:138-1293-0229
地 址:江蘇昆山開發區前進東路579號
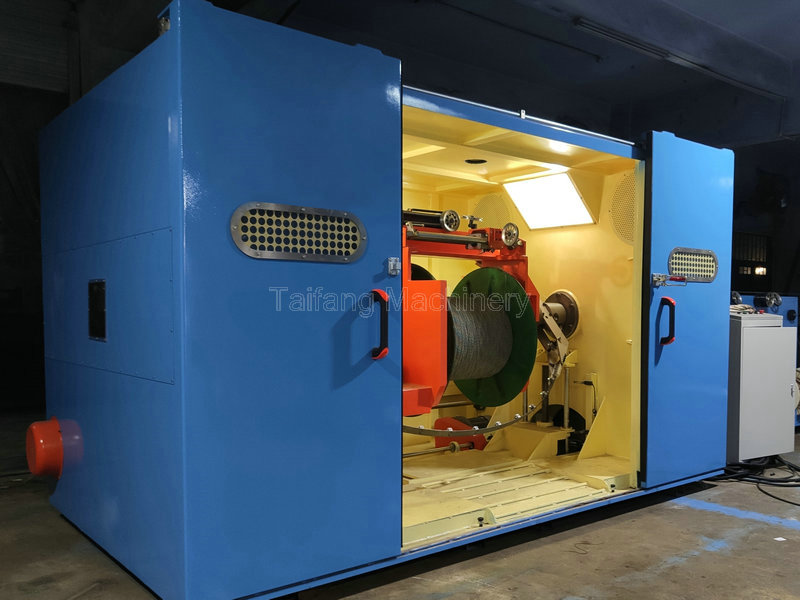
“為什么同樣的設備,別人生產的線材整齊美觀,而我這邊總是出現排線混亂?” 這是許多線纜加工企業技術員常遇到的困惑。作為決定線材質量的關鍵環節,絞線機排線的精準調整直接影響著產品合格率和設備運行效率。本文將深入解析絞線機排線系統的核心原理,并提供一套可落地的調試方案,助您快速掌握排線優化的核心技巧。
現代絞線機的排線機構通常由伺服電機驅動,通過導輪組與張力控制系統的協同運作,實現線材在收線盤上的均勻分布。當出現排線錯位、疊線或間隙過大時,往往與以下三大要素相關:
設備空載測試:啟動排線機構觀察導輪移動軌跡,確認伺服電機無異響、抖動
潤滑系統檢測:重點檢查導軌滑塊潤滑脂狀態(建議使用NLGI 2級鋰基脂)
傳感器校準:用塞尺測量接近開關與感應片的間隙(標準值0.5-1mm)
起始端張力:T?

中段張力:T?
收線端張力:T? 合格標準:|T?-T?|≤0.8N,|T?-T?|≤1.2N
使用激光對中儀執行三維校準:
X軸:確保導輪中心線與主軸軸線重合(允許偏差≤0.05mm)
Y軸:檢測導輪平面垂直度(誤差需<0.1°)
Z軸:調整導輪間距至線徑的1.2-1.5倍(防止線材刮擦)
在HMI界面輸入以下關鍵參數:
| 參數項 | 計算公式 | 示例(線徑2mm) |
|---|---|---|
| 排線節距(P) | P=線徑×(1.05~1.15) | 2.2mm |
| 換向延遲(t) | t=(排線寬度/線速度)×0.8 | 若寬度200mm、速度10m/min → t=0.96s |
| 加速度(a) | a≤0.3g(防止急停抖動) | 2.94m/s2 |
啟動設備后,重點關注:
斷電后緊固編碼器固定螺栓(扭矩4.5N·m)
在PLC程序中增加位置補償值(通常為0.5-2脈沖)
為保持排線系統長期穩定,建議建立三級維護制度:
服務熱線

 中 文
中 文 English
English Espa?ol
Espa?ol Россия
Россия